I. 偼偠傔偵
暯惉8擭搙傛傝5擭寁夋偱擔杮妛弍怳嫽夛丒枹棃奐戱妛弍悇恑帠嬈丒僾儘僕僃僋僩斣崋 JSPS堦RFTF96R14501偲偟偰帺摦僨乕僞廂廤僔僗僥儉偺奐敪尋媶傪峴偭偰 偄傞丅崯偺僔僗僥儉偺傾僀僨傾偵偮偄偰偼杮帍Vo1.3丆No.2丆(1997)丆77-84暸偵婰嵹偟偨丅 嵶偐偄偙偲傪彂偒弌偡偲偒傝偑側偄偺偱丄梫揰偺傒丄弌棃傞偩偗暯堈偵婰弎偟偨偮傕傝偱 偁傞丅偟偐偟撉傒曉偟偰尒傞偲崬傒擖偭偰暘偐傝擄偄婰弎傕懡乆偁傝晄杮堄偱偁傞偑丄徣 棯偡傞偲億僀儞僩傪墴偝偊傜傟側偔側傞偺偱偦偺傑傑偵偟偨丅偦偺揰偛梕幫婅偄偨偄丅
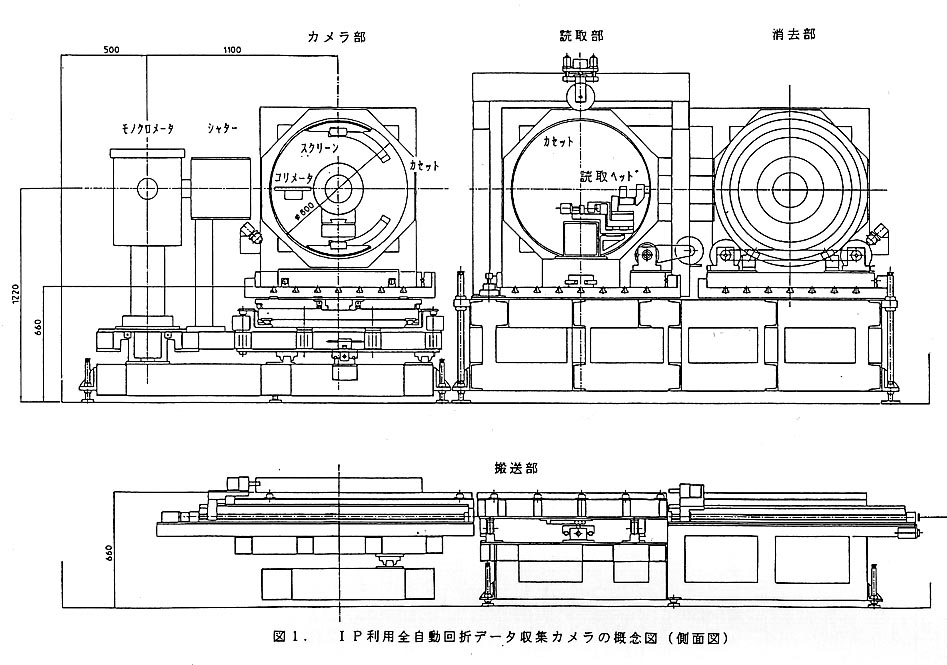
愭夞傕弎傋偨偑曻幩岝傪梡偄傞尷傝丄業岝帪娫偑抁偔偰偡傓丅偙偺堊忢偵僀儊乕僕儞僌 僾儗乕僩(IP)偺撉庢帪娫偑偦偺悢攞妡偐傞丅偦偙偱偙傟傑偱偼僇儊儔1戜偵懳偟IP 撉庢憰抲傪2乣3戜巊梡偡傞偙偲偵傛傝僇僶乕偟偰偒偨丅崱夞帺摦壔偵摜傒愗偭偨偺偼丄 乽姰慡墌摏宆IP僇僙僢僩傪梡偄丄僇儊儔晹偱懡悢偺夋憸傪業岝偟偨屻丄僇僙僢僩傪撉庢 晹偵堏偟丄堦婥偵懡悢偺夋憸傪撉傒庢傞偙偲偵傛傝1夋憸摉偨傝偺撉庢帪娫傪尭傜偡偙偲 偑弌棃傞乿偲尵偆偙偲偵婥晅偄偨偐傜偱偁傞丅婛偵傾僀僨傾傪婰弎偟偨帪弎傋偨偙偲偱偁傞偑丄埲屻偺撪梕偑棟夝偝傟堈偄傛偆偵嵞搙崯偺憰抲偺奣棯傪弎傋傞丅 杮帺摦僨乕僞廂廤憰抲偺奣擮恾傪恾1偵帵偡丅杮憰抲偼戝偒偔暘偗偰丄嘆夞愜僨乕僞傪 墌摏宆偺IP僇僙僢僩撪慡廃偵挘偭偨IP偵丄栚揑偲偡傞暘夝擻偵墳偠偰暘妱婰榐偡傞堊 偺僇儊儔晹丄嘇僇儊儔晹偱暯嬒9乣18夋憸傪婰榐偟偨IP僇僙僢僩傪堦婥偵撉傒庢傞懡 傊僢僪傪旛偊偨撉庢晹丄嘊撉傒庢傝屻偺IP偵巆偭偨僀儊僯僕傪徚嫀偡傞偨傔丄懡悢偺僫 僩儕僂儉儔儞僾傪旛偊偨徚嫀晹媦傃嘋IP僇僙僢僩傪忋婰3僇強偵帺摦揑偵塣傇堊偺斃憲 晹偐傜峔惉偝傟偰偄傞丅IP僇僙僢僩偼2屄偁傝丄嵟弶偺IP僇僙僢僩偺僨乕僞偑撉傒庢 傜傟偰偄傞娫偵懠偺IP僇僙僢僩偼僇儊儔晹偱師偺僨乕僞傪婰榐偡傞丅僇儊儔晹丄撉庢晹丄徚嫀晹偺3僇強偺嶌嬈応強偵懳偟IP僇僙僢僩偼2屄偱偁傞偐傜丄忢偵嶌嬈応強偑1僇強 嬻偒忬懺偵側偭偰偄傞丅偙偺偨傔IP僇僙僢僩傪僨乕僞廂廤廔椆傑偱柍懯側帪娫傪嵟彫尷 偵偟偰弴師摦偐偡偙偲偑弌棃傞丅
曻幩岝偺嫮搙偼崱屻塿乆嫮椡偵側傞偲梊憐偝傟傞偺偱丄偙偺條偵帺摦壔偟偰傕僱僢僋偼 傗偼傝撉庢晹偱偁傞丅IP僇僙僢僩偼墌摏宍偱偁傞偨傔丄偦偺傑傑撉傒庢傝梡偺夞揮僪儔 儉偲側傝撉傒庢傝偼墌摏偺撪懁偐傜峴傢傟傞丅偙偺応娷丄IP僇僙僢僩偺夞揮悢傪忋偘丄 妿偮撉庢僿僢僪悢傪懡偔偡傟偽丄偦傟偩偗撉庢帪娫傪抁弅弌棃傞偑丄擄偟偝傕憹偊傞丅偦偙偱愭偢弶擭搙(暯惉8擭搙)偼撉庢傊僢僪2屄偺彫宆IP撉庢憰抲傪帋嶌偟丄懡僿僢僪 撉庢幚梡壔傊偺摴傪扵偭偨丅崯偺宱尡偵婎偯偒丄暯惉9擭搙偼IP僇僙僢僩丄撉庢傊僢僪 5屄偺撉庢晹媦傃徚嫀晹偺愝寁暲傃偵惢嶌傪峴偭偨丅暯惉10擭搙偼僇儊儔晹媦傃斃憲晹 偺奐敪傪峴偄丄10寧拞偵PF偺BL6C(杮崋42暸嶲徠)偵愝抲偟惈擻僥僗僩媦傃夵 椙偡傋偒揰傪尒偮偗弌偡偨傔偺帋塣揮傪峴偆丅惂屼憰抲晹(寁嶼婡丄僪儔僀僶乕椶丄僜僼 僩僂僄傾乕)丄儌僲僋儘儊乕僞晹摍偼暯惉11擭搙偺梊嶼偱奐敪偡傞偨傔丄尰嵼偦傟傜偺 巇條丄愝寁偺専摙偑恑傔傜傟偰偄傞丅彯丄暯惉10擭搙偼僥僗僩揑側塣揮傪峴偆丅
崱夞偼暯惉9擭搙偵奐敪偟偨IP僇僙僢僩丄撉庢晹媦傃徚嫀晹偺婡夿晹暘偵晅偄偰摿偵 擄偟偔丄奐敪梫慺偺戝偒偐偭偨偲偙傠傪庡偵婰嵹偟丄揹巕婡婍側偳偵偮偄偰偼師夞偵忳傞丅
側偍丄幚尡憖嶌偼岝尮偵岦偐偭偰嵍懁偐傜峴傢傟傞偺偱丄岝尮偵岦偐偭偰嵍懁傪慜曽丄 塃懁傪屻曽偲掕媊偡傞丅
嘦.IP僇僙僢僩媦傃IP僇僙僢僩梡僐儞僥僫
1. IP僇僙僢僩
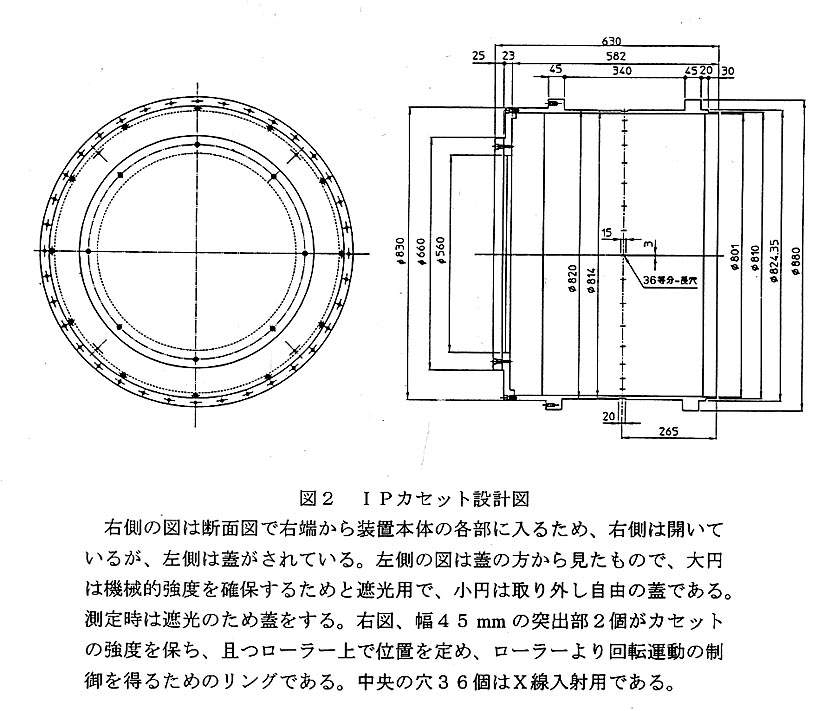
IP僇僙僣僩偼IP昞柺忋偱撪宎 800mm 偺墌摏宍偱墌摏幉曽岦偵 450mm 暆偺 IP偑撪懁傛傝挘傝晅偗傜傟偨傕偺偱偁傞丅偝傜偵擖幩X慄梡偵墌摏偺拞暊偵10搙娫妘 偱墌廃曽岦 3mm丄幉曽岦 15mm 偺寠偑36屄愝偗傜傟偰偄傞丅墶挿偵偟偨偺偼儚僀僙 儞儀儖僌幨恀傪嶣塭偡傞偲偒昁梫側堊偱偁傞丅摦嶌帪丄僇僙僢僩偺屻曽偼憰抲偺巟帩柺傪岦偔偨傔幷岝偝傟傞丅慜曽偺幷岝偵偼僇僙僢僩偵庢傝奜偟壜擻側奧傪晅偗偨(恾2)丅
1.1. IP僇僙僢僩偺嵽幙丄宍忬媦傃壛岺惛搙
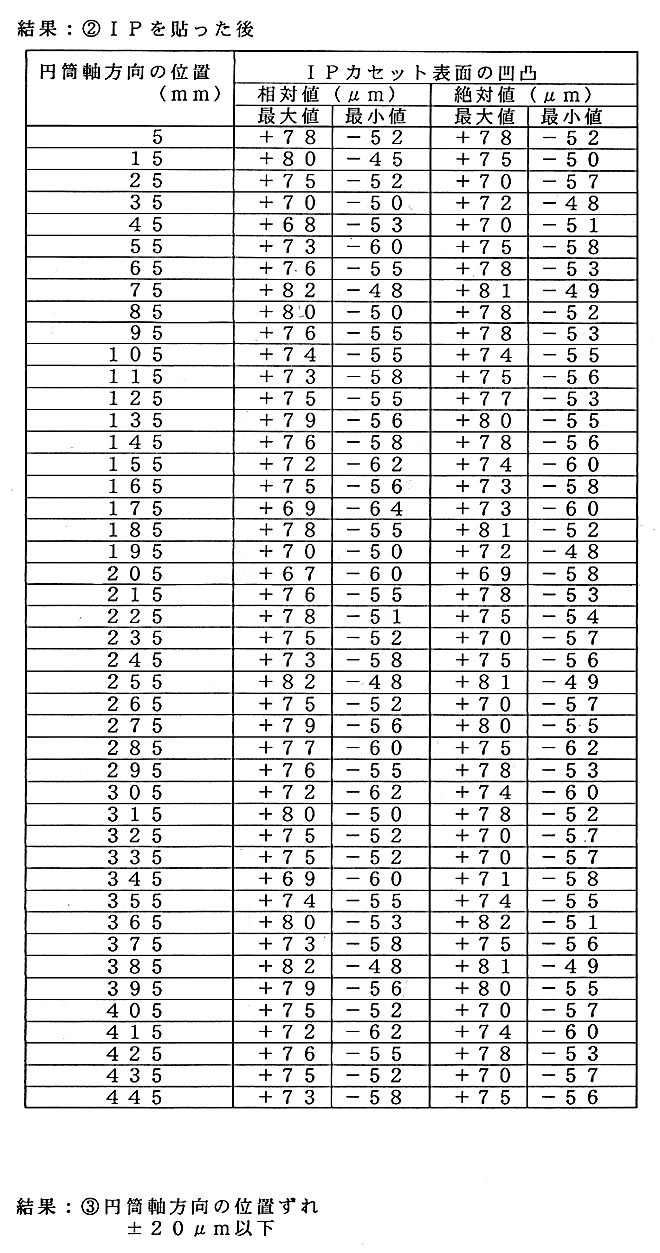
10擭嬤偔慜偵側傞偑晉巑僼僀儖儉幮惢偺IP撉庢憰抲BA100傪巊梡偟偨帪偺宱尡 偱丄IP偺棤偵挘偭偰偁偭偨岤偝 200兪m 偺儔儀儖偺塭嬁偱丄偦偺晹暘偺撉庢嫮搙偑1 乣2% 傎偳堎側偭偰偄傞偙偲傪娤應偟偨丅偙偺偙偲傪峫椂偡傞偲丄崱夞惢嶌偟偨乽IP僇 僙僢僩偺恀墌偐傜偺榗傒乿傪慡椞堟偵搉偭偰 200兪m 埲壓偵偡傞昁梫偑偁傞丅偙傟偩偗 戝偒側傕偺傪 200兪m 埲壓偺岆嵎偱嶌傞偙偲偼梕堈偱偼側偄丅帒嵽偲偟偰嵟弶僕儏儔儖 儈儞傕峫偊偨偑惛搙傪弌偡偨傔偵偼暘岤偔側傝偦偺寢壥廳検傕偦傟傎偳寉尭偝傟側偄偨傔惛搙偺弌偟堈偄峾嵽傪巊梡偟偨丅
摉弶偺寁夋偱偼巗斕偝傟偰偄傞峾娗偵儕儞僌傪2僇強梠愙偟偨傕偺偐傜嶍傝偩偟偰惢嶌 偡傞梊掕偱偁偭偨偑丄壛岺惛搙傪曐徹偡傞偵偼梠愙売強傪弌棃傞偩偗尭傜偟偨曽偑埨慡偱偁傞偲峫偊丄擏岤 50mm丄奜宎 890mm偺僷僀僾傪摿拲偟丄偙傟傪慺嵽偲偟偰巊梡偟 偨丅巇忋偑偭偨惢昳偺帪娫宱夁偵傛傞曄宍偼IP偺撉庢惛搙傪捈愙嵍塃偡傞堊丄偙傟傪嵟 彫尷偵墴偝偊傞昁梫偑偁傞丅偦偙偱僷僀僾慺嵽偺忬懺偱榗傒庢傝從撦傪2夞偵暘偗偰峴偄丄峏偵壛岺岺掱偺慹壛岺傪廔椆偟偰嵟廔巇忋偘壛岺偵擖傞慜偱丄慹壛岺偵傛傝惗偠傞壛岺榗傒傪庢傞堊偺榗傒庢傝從撦傪峴偭偨丅枖丄X慄摫擖梡偺36屄偺挿寠壛岺偵傕壛岺榗傒偑 惗偠側偄傛偆嵶怱偺拲堄偑暐傢傟偨丅峏偵僇僙僢僩撪柺偺柺偺峳偝偼IP挘傝晅偗偺愙拝 嫮搙傪嵍塃偡傞偨傔丄壛岺僣乕儖傪摿庩張棟偟偨傕偺偑巊梡偝傟偨丅
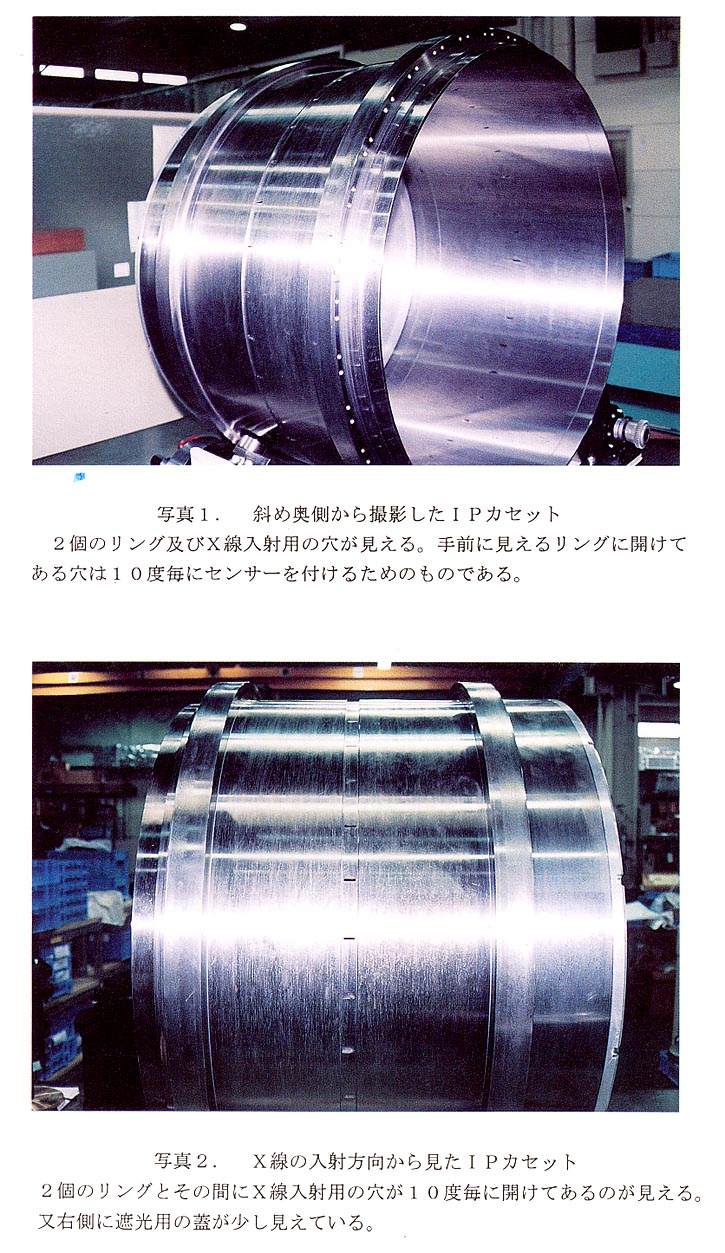
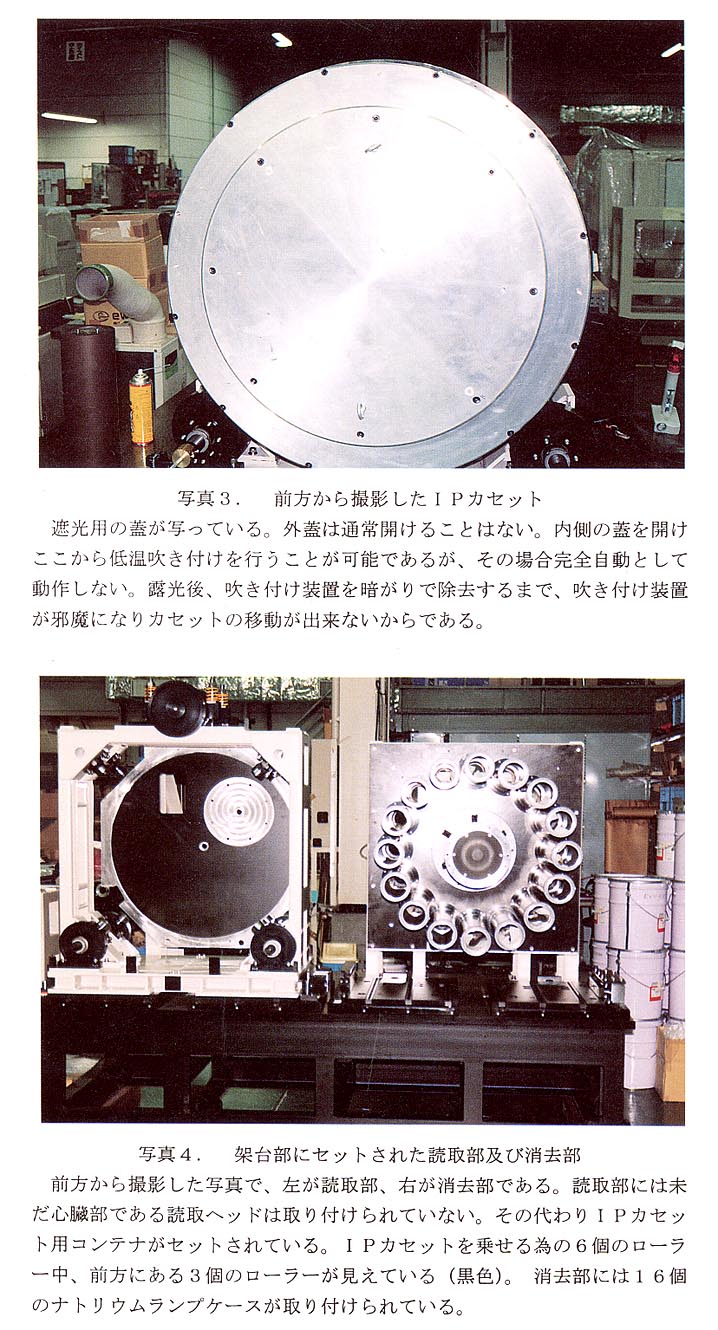
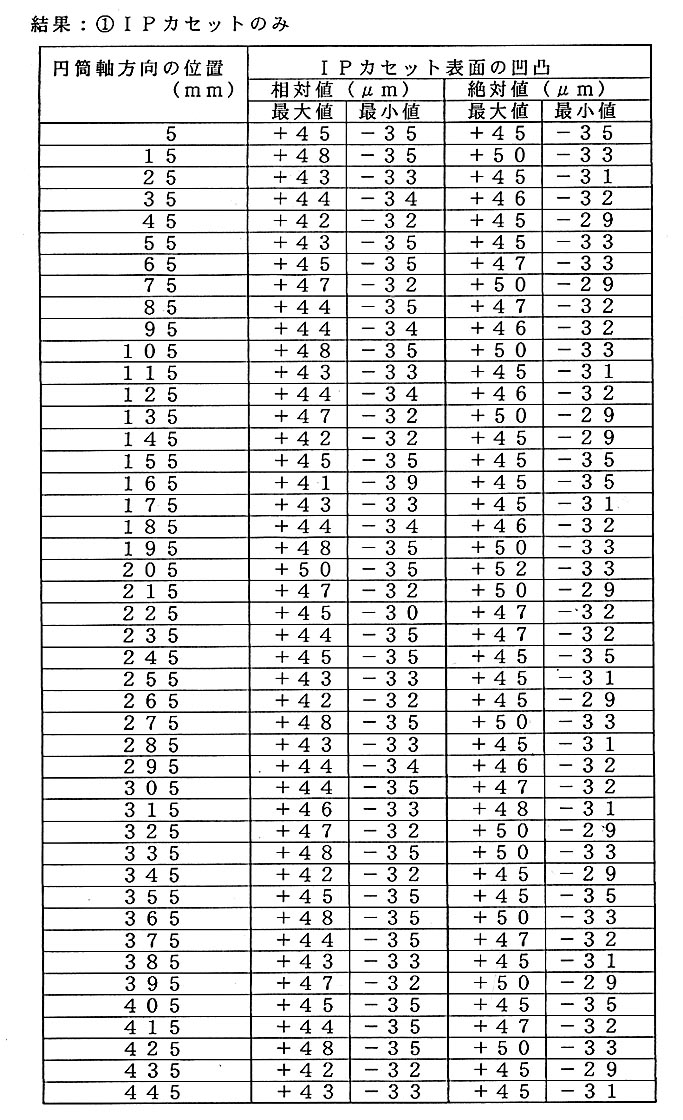
儊乕僇乕偺應掕偱偼崯偺抜奒偱恀墌偐傜偺偢傟偼亇50兪m埲壓偱偁傞丅墌摏幉曽岦偺 婎弨偼岝尮偵岦偐偭偰塃懁偺儕儞僌偺嵍柺傪婎弨(婎弨柺)偲偟偨(恾3)丅崯偺婎弨柺 偺岆嵎傕慡廃偱 亇20兪m 埲壓偵壛岺偱偒偨丅IP挘傝晅偗慜偺僇僙僢僩偺幨恀傪幨恀1 乣3偵帵偡丅幨恀1偼幬傔屻曽偐傜嶣塭偟偨傕偺偱儕儞僌偵奐偗偰偁傞寠偼10搙枅偵僙 儞僒乕傪晅偗傞偨傔偺傕偺偱偁傞丅幨恀2偼僇僙僢僩傪恀墶偐傜嶣塭偟偨傕偺偱2屄偺傝 儞僌偲偦偺娫偵X慄擖幩梡偺寠偑10搙枅偵奐偗偰偁傞偺偑尒偊傞丅枖塃懁偵幷岝梡偺奧 偑彮偟尒偊偰偄傞丅幨恀3偼IP僇僙僢僩傪慜曽偐傜嶣塭偟偨傕偺偱幷岝梡偺奧偑幨偭偰 偄傞丅幨恀4偵IP僇僙僢僩傪屻弎偡傞僐儞僥僫偵擺傔撉庢晹偵僙僢僩偟偨忬懺傪帵偡丅
1.2. IP僇僙僢僩偺夞揮帪偺僶儔儞僗
IP僇僙僢僩偼枅昩2夞揮偡傞丅偙偺偲偒嬐偐側僶儔儞僗偺曵傟傕嫋偝傟側偄丅岾偄儊 乕僇乕偼懡偔偺夞揮懳堿嬌宆X慄敪惗憰抲傪惢嶌偟偰偍傝丄崯偺傾僲乕僪偼崅懍夞揮偡傞 偨傔丄僶儔儞僒乕偵傛傝晄掁傝崌偄偺挷惍傪峴偄JlS偺掁傝崌偄摍媺G1埲壓偵墴偝偊 偰偄傞丅崯偺媄弍傪崱夞偺IP僇僙僢僩偵庢傝擖傟摨掱搙偺僶儔儞僗傪庢偭偨丅
1.3. 撉庢晹偺奣棯
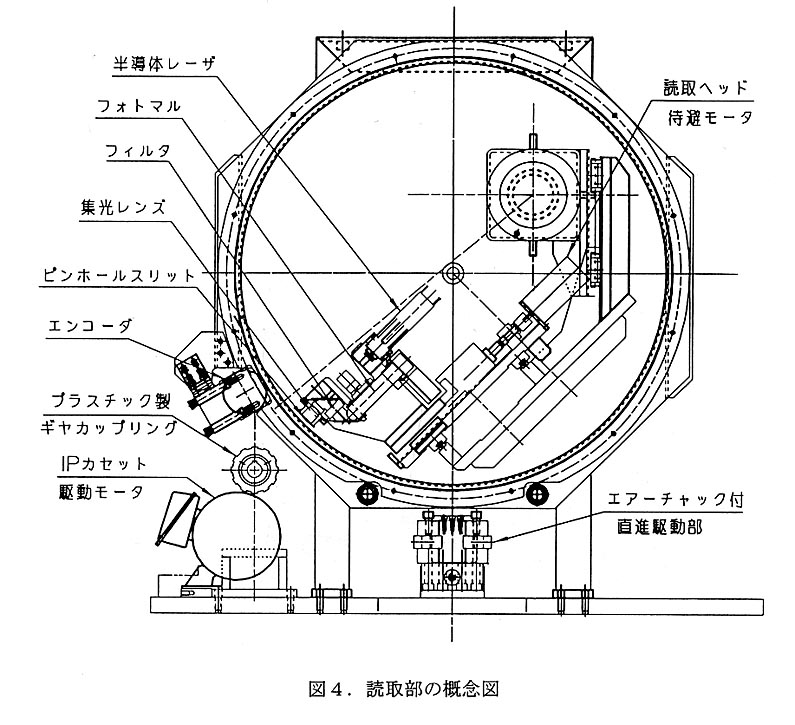
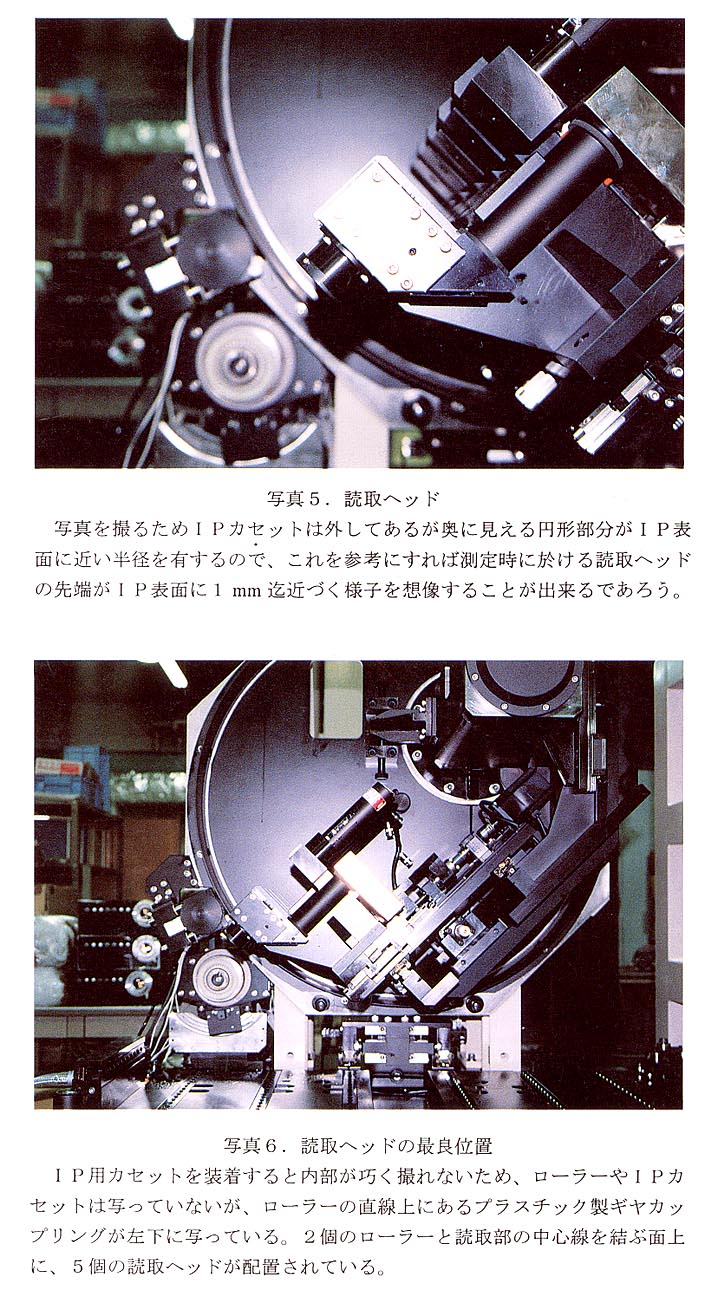
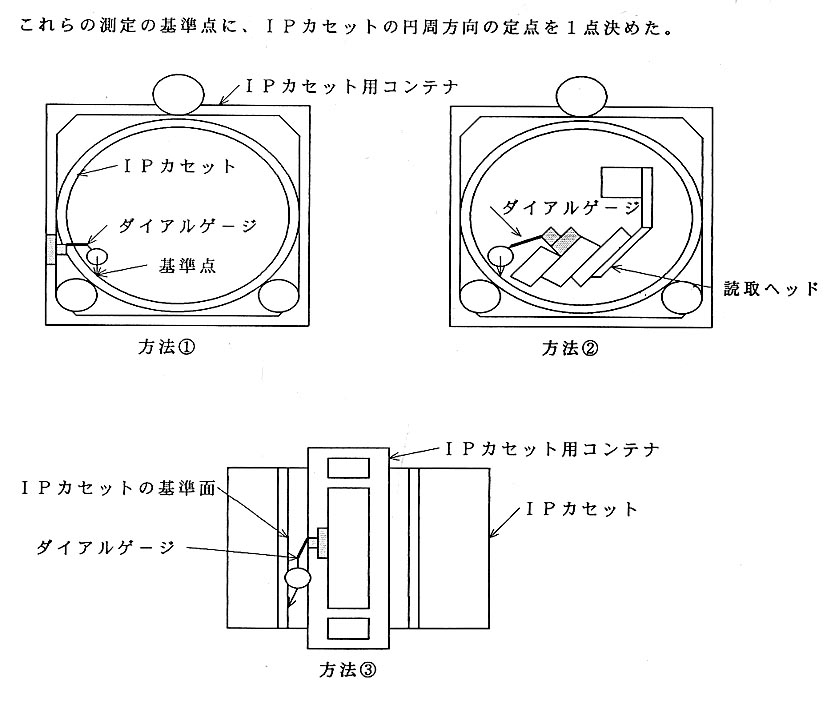
撉庢晹偺奣擮恾傪恾4偵帵偡丅撉庢帪偵偼IP僇僙僢僩梡僐儞僥僫偑拞墰壓晹偵偁傞岺 傾乕僠儎僢僋晅偒捈恑嬱摦晹偵傛傝堷偒婑偣傜傟墌宍偺偲偙傠偵IP僇僙僢僩偑擖傞丅摨 帪偵恾3偺嵍壓偵偁傞儘乕儔乕偺墱偵摦椡揱払梡僊儎(恾偵偼昤偐傟偰偄側偄)偑偁傝偙 傟偑恾4偺僾儔僗僠僢僋僊儎僇僢僾儕儞僌偲寢崌偟IP僇僙僢僩偺夞揮傪惂屼偡傞丅5屄 偺撉庢傊僢僪偼恾4偺塃忋偵昤偐傟偨婃忎側戜嵗偵庢傝晅偗傜傟丄IP僇僙僢僩偺墌摏幉 偵暯峴偵摦偔丅撉庢傊僢僪偵偼敿摫懱儗乕僓乕丄僼傿儖僞乕丄廤岝儗儞僘丄僺儞儂乕儖丄岝揹巕憹攞娗(僼僅僩儅儖)偑偁傝丄敿摫懱儗乕僓乕偐傜弌偨岝偼僼傿儖僞乕傪慺捠傝偟丄廤岝儗儞僘偱廤岝偝傟丄捈宎1 mm偺僺儞儂乕儖僗儕僢僩傪捠傝敳偗丄30兪m暆偱IP 傪徠幩偡傞崯偺帪敪惗偡傞寀岝偼僺儞儂乕儖傪捠傝(廤岝岠棪;棫懱妏90搙)丄偦偺屻 2屄偺僼傿儖僞乕昞柺偱斀幩偟僼僅僩儅儖偵傛偭偰専弌偝傟傞(幨恀5)丅IP僇僙僢僩 偺斃擖媦傃斃弌偺嵺撉庢傊僢僪傪埨慡偺偨傔撉庢傊僢僪懸婡儌乕僞偱堷偒忋偘傞丅
1.4. 曃嵎傪嵟彫偵偡傞撉庢傊僢僪埵抲
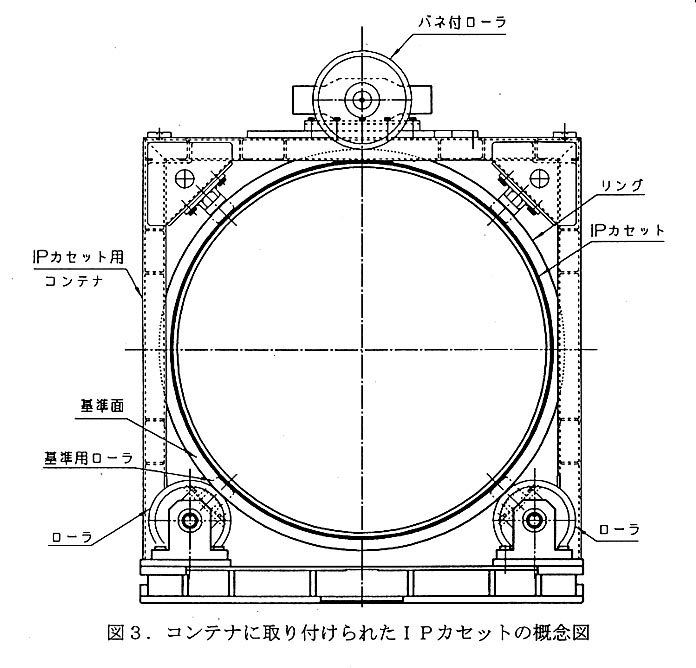
IP僇僙僢僩偺壛岺惛搙偼梫媮傪枮偨偟偨偑丄IP僇僙僢僩傪夞揮偟偨嵺丄撉庢傊僢僪 偲IP昞柺偲偺嫍棧曄摦偑 200兪m 埲壓偱側偔偰偼側傜側偄丅徻偟偄儊僇僯僘儉偵偮偄 偰偼屻弎偡傞偑丄IP僇僙僢僩偺2屄偺儕儞僌偑4屄偺儘乕儔乕忋偵忔偭偰巟偊傜傟偰偄 傞(恾3丆幨恀4)丅偙傟傜儘乕儔乕偲儕儞僌偑埵抲娭學傪寛掕偟偰偄傞偺偱丄忋棳懁壓 晹偺儘乕儔乕偲儕儞僌偺愙揰偲IP僇僙僢僩偺拞怱傪寢傇慄忋偵撉庢傊僢僪傪庢傝晅偗偨 (恾4丄幨恀6)丅偙偺偙偲偵傛傝婡夿揑岆嵎偑撉庢惛搙偵梌偊傞塭嬁傪彮側偔偱偒偨丅
1.5. IP偺挘傝晅偗
尰懚偡傞庬乆偺IP傪専摙偟偨寢壥丄抈敀幙X慄寢徎夝愅偵偼ST-V偑嵟崅偺S/N 傪梌偊傞偙偲偑暘偐偭偨(J.Synchrotron Rad.(1997)丆4丆136-146)丅偟偐偟ST亅V偼 400 mm X 200mm 偟偐惗嶻偝傟偰偄側偄丅儊乕僇乕偼暆 400mm 枠偺宱尡偼帩偭偰偄傞 偑450mm偺宱尡偼側偄丅偦偙偱愭偢暯惉8擭搙偵暆 45Omm 偺IP惢嶌偺媄弍揑 専摙偑峴傢傟丄壜擻偱偁傞偲偺寢榑偑摼傜傟偨丅
IP僇僙僣僩偵IP傪挘傝晅偗傞媄弍偼儊乕僇乕偵朙晉側宱尡偑偁傞丅偟偐偟摿拲昳偵 傛傞嫄戝側IP(2513mm x 450mm2)傪挘傝晅偗偨宱尡偼側偄丅慡椞堟偵偍偗傞墯 撌偼 200兪m 埲壓偵墴偝偊傞昁梫偑偁傞丅偙偺偨傔偵偼嘆愙拝嵻偺嬒堦惈丄廬偭偰愙拝 嵻偺擲搙傕彫偝側傕偺傪巊偆昁梫偑偁傞丅傑偨嬻婥憌偑弌棃偰偼側傜側偄丄廬偭偰恀嬻埥偄偼尭埑壓偱愙拝偡傞昁梫偑偁傞丅偙傟偵偮偄偰偼儊乕僇乕偺搘僇偵傛傝夝寛偱偒偨丅師偵丄嘇擬朿挘偵傛傝壏搙曄壔傪孞傝曉偟偨嵺偼偑傟側偄偐丅偙偺偨傔婔偮偐偵愗偭偰寗娫傪嬻偗偰挘傞偙偲傕専摙偟偨偑丄幚尡偺寢壥壏搙曄壔偑20搙埲撪偱偁傟偽暘妱偺昁梫偑 柍偄偙偲偑暘偐偭偨丅
2. IP僇僙僢僩梡僐儞僥僫
2.1. IP僇僙僢僩梡僐儞僥僫偺峔憿
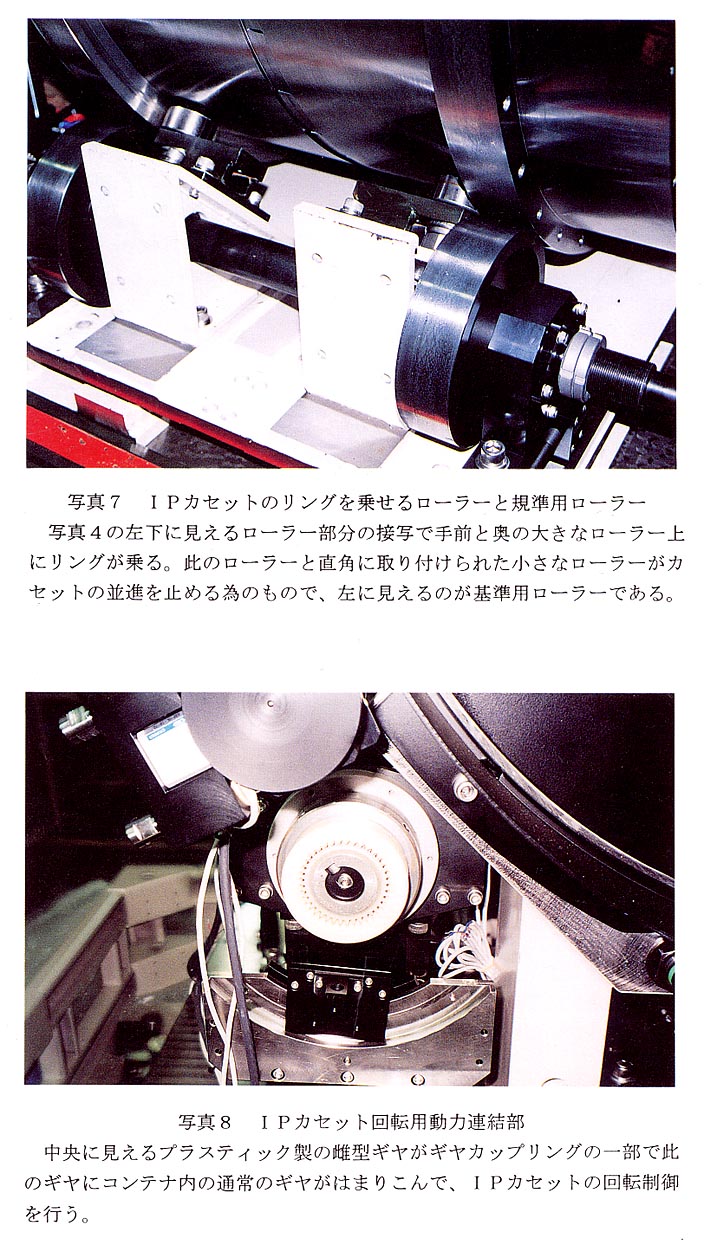
IP僇僙僢僩偼墌摏宍傪偟偰偄傞偨傔偙偺傑傑斃憲偡傞偺偼崲擄偱偁傞丅偦偙偱婃忎側 榞傪嶌傝堦曈傪悈暯偵抲偄偨嶰妏宍偺捀揰埵抲偵儘乕儔乕傪晅偗丄儕儞僌傪夞揮塣摦埲奜弌棃側偄傛偆偵屌掕偟偨(恾3丄幨恀4)丅儕儞僌偼2屄偁傞偺偱儘乕儔乕偼6屄庢傝 晅偗傞丅偙偺撪壓晹偺儘乕儔乕偵傛傝IP僇僙僢僩偺夞揮偑惂屼偝傟傞丅墌摏幉曽岦傊偺 屌掕偼婎弨柺傪婎弨梡儘乕儔乕偱屌掕偡傞(恾4丆幨恀7)丅婎弨柺偲婎弨梡儘乕儔乕偑 枾拝偡傞傛偆傕偆堦曽偺儕儞僌偵傕儘乕儔乕傪庢傝晅偗傞偑丄偙傟偼婎弨偲偟側偄偨傔僶僱偱墴偡僞僀僾偺儘乕儔乕偱偁傞丅奜晹偐傜僐儞僥僫撪偺儘乕儔乕傊偺摦僇偺楢寢偼僊儎僇僣僾儕儞僌(恾4丆幨恀8)傪嵦梡偟偨丅懄偪丄奜晹偵庢傝晅偗傜傟偨僾儔僗僥僀僢僋 惢偺帗宆偺僊儎偵僐儞僥僫撪偺梇宆(捠忢偺僊儎)僊儎偑偼傑傞宍幃偺傕偺偱偁傞丅
2.2. IP僇僙僢僩梡僐儞僥僫偺暲恑堏摦
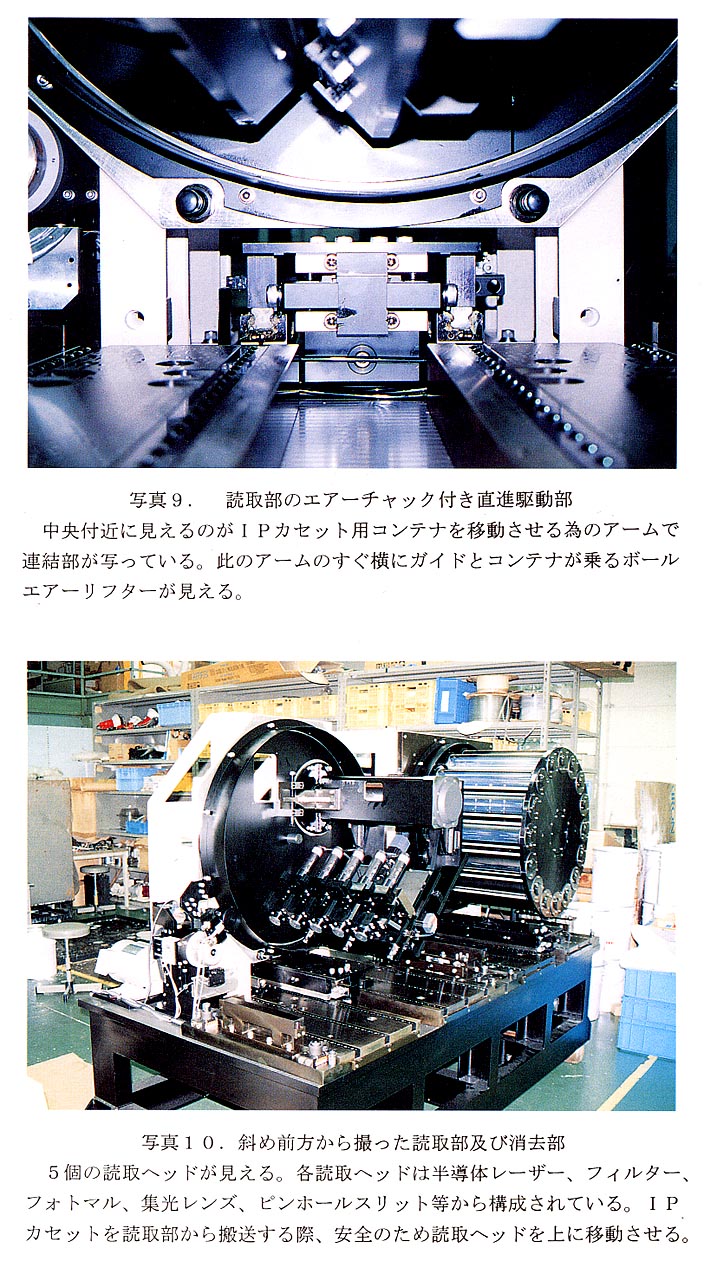
IP僇僙僢僩堏摦帪偵偼丄傾乕儉偺愭抂偵庢傝晅偗傜傟偨僄傾乕僠儎僢僋偑(恾4丄幨 恀9)IP僇僙僢僩梡僐儞僥僫偺壓晹拞墰傪偟偭偐傝偲屌掕偟丄捈慄僈僀僪儗乕儖偵増偭 偰僐儞僥僫傪惛搙椙偔堏摦偝偣傞丅
2.3. IP僇僙僢僩梡僐儞僥僫偺撉庢帪偺屌掕
僄傾乕僠儍僢僋晅偒捈恑嬱摦晹偱慜屻曽岦偺掕埵抲偵堏摦偝偣丄嵍塃曽岦傪墶墴偟僔儕 儞僟乕偱屌掕偟偨忬懺偱IP僇僙僢僩梡僐儞僥僫偺壓晹4僇強傪桘埑僋儔儞僾偱屌掕偡 傞丅
嘨. 懡傊僢僪撉庢憰抲
撉庢傊僢僪偺悢偼懡偄傎偳岠棪偑椙偄偑傊僢僪偺戝偒偝丄埵抲挷惍側偳傪峫椂偟5屄偵 寛掕偟偨丅
1. 撉庢曽朄
僀儊乕僕儞僌僾儗乕僩偵X慄偑摉偨傞偲丄X慄検偵斾椺偟偰僇儔乕僙儞僞乕(愽憸)偑 弌棃傞丅偙傟偵愒怓偺儗乕僓乕岝傪徠幩偡傞偲X慄徠幩偵傛傝婰壇偝傟偨検偵廬偄椢怓偺 寀岝傪弌偡丅偦偺椢怓偺岝傪僼僅僩儅儖偱撉傒庢傞丅偙偺応崌偺岝妛宯偵偼奺庬偁傞偑丄変乆偼嫟徟揰曽幃傪嵦梡偟偨丅懄偪丄儗乕僓乕岝傪峣偭偰IP忋偵徠幩偡傞偨傔偺儗儞僘 偱摨帪偵僔僌僫儖偱偁傞寀岝傪廤傔傞曽幃偱偁傞丅
2.懡傊僢僪撉庢偺娫戣揰偲夝寛曽朄
撉庢傊僢僪1屄偺応崌丄撉庢奐巒揰偼忢偵抂傪慖傇偙偲偑弌棃傞偺偱丄嵟弶偺悢夞揮嬻 撉傒傪峴偄丄掕忢忬懺偵側偭偰偐傜僨乕僞偺撉傒崬傒傪奐巒偡傞偙偲偑弌棃傞丅偟偐偟撉庢傊僢僪偑2屄埲忋偵側傞偲丄1屄偼抂偐傜巒傔傜傟傞偑巆傝偼IP忋偵偁傞偨傔嬻撉傒 偼弌棃側偄丅偦偺堊夝寛偡傋偒娫戣偑弌偰偔傞丅
2.1. 愭撉傒尰徾
儗乕僓乕岝偼婸搙偑嬌傔偰戝偒偄偨傔徟揰傪30兪m偵峣偭偰傕偦偺廃傝偵嬌偔嬐偐側 検偺岝偱偼偁傞偑丄岝偑楻傟傞丅枖IP昞柺偱偺斀幩偑撉庢傊僢僪偱嵞斀幩偟偰峀偑傝傪 帩偭偰愒怓偺岝偑嵞搙IP傪徠幩偡傞丅偙偺條偵晄昁梫側儗乕僓乕岝偵傛傝丄IP忋偵婰 壇偝傟偰偄偨僀儊乕僕偑寀岝傪弌偟偰丄偦偺暘僀儊乕僕偑敄偔側傞丅偙傟傪愭撉傒尰徾偲尵偆丅掕忢忬懺偱偼婔暘嫮搙偑棊偪傞偙偲埲奜偼偁傑傝岆嵎偺尨場偵側傞偲偼峫偊傜傟偰偄側偄丅
偟偐偟撉庢僿僢僪偑暋悢偺応崌丄IP忋偵愝掕偝傟偨僿僢僪偼嬻撉傒偡傞偙偲偑弌棃偢丄 儗乕僓乕岝徠幩偲摨帪偵撉傒弌偟傪峴偆昁梫偑偁傞丅偙偺応崌丄掕忢忬懺偵側傞傑偱撉傒偲傝岠棪偑曄傢傞丅懄偪丄徠幩奐巒帪揰偱偼愭撉傒尰徾偑柍偄偨傔岠棪偑椙偄偑師戞偵岠棪偑壓偑傝掕忢忬懺偵側傞丅峏偵愙崌揰偱偼2夞愭撉傒偺晹暘偑弌棃傞偨傔嫮搙偺棊偪傕 2攞偵側傞丅
弶擭搙奐敪偟偨2僿僢僪宆撉庢憰抲偼愭撉傒傪弌棃傞偩偗尭傜偡傛偆丄儗乕僓乕岝偺弌 幩岥偵 冇0.5mm 偺僗儕僢僩傪愝偗IP偲崯偺僗儕僢僩偺娫妘傪 0.5mm 偲偟偨丅慡柺傪嬒 摍偵業岝(僨僕僞儖抣800/夋慺)偟偨IP傪梡偄偰僥僗僩偟偨寢壥丄惗僨乕僞偱偼岆 嵎斖埻撪偵墴偝偊傞偙偲偑弌棃偨丅
幚梡婡偱偼撉庢傊僢僪偼5屄偱妿偮僇僙僢僩偺弌擖傝偑偁傞丄偟偐傕慡帺摦偱峴偆偨傔丄 枩堦傊僢僪偑IP僇僙僢僩偵怗傟傞傛偆側偙偲偑偁偭偰偼偄偗側偄丅偦偙偱埨慡偺堊僗儕 僢僩僒僀僘傪1mm丄IP偲僗儕僢僩偺娫妘傪1mm偵寛掕偟偨丅偙偺偨傔僥僗僩婡傛傝 偼愭撉傒偑戝偒偔側傞偲巚傢傟傞偑丄傕偟娤應偝傟偨偲偟偰傕僜僼僩揑偵曗惓壜擻側斖埻偱偁傞偲悇掕偟偨丅枖5屄偺僿僢僪偼嫟捠偺戜偵庢傝晅偗傜傟丄僇僙僢僩偺弌偟擖傟偺嵺 偼埨慡側埵抲偵懸旔偡傞傛偆偵偟偨(恾4丆幨恀10)丅
2.2. 儗乕僓乕徠幩偲IP忋偺撉庢奐巒揰媦傃撉庢奐巒偺摨婜惈
IP忋偵愝掕偝傟偨撉庢僿僢僪偼嬻撉傒偑弌棃側偄偨傔丄IP僇僙僢僩忋偺掕揰(撉庢 奐巒揰)偑棃偨偲偒儗乕僓乕岝偺徠幩偑奐巒偝傟丄偦傟偲摨帪偵夋憸偺撉庢傪奐巒偡傞昁 梫偑偁傞丅夋慺僒僀僘偼 100兪m X 100兪m 偱偁傞偐傜丄崯偺摨婜岆嵎偼IP埵抲偱 50兪m 埲壓偱偁傞昁梫偑偁傞丅偙傟傪帪娫偱昞尰偡傞偲丄僇僙僢僩敿宎 400mm丄枅 昩2夞揮偱偁傞偐傜栺 20兪 昩偺摨婜傪昁梫偲偡傞偙偲偵側傞丅
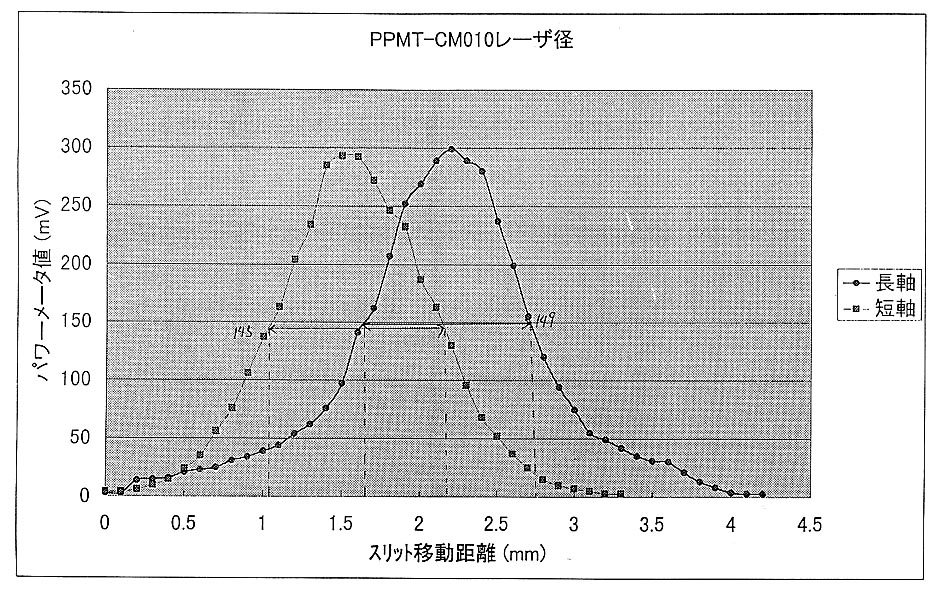
寢榑偐傜尵偆偲偙傟偼敿摫懱儗乕僓乕傪梡偄傞偙偲偱夝寛偟偨丅IP偺椼婲僗儁僋僩儖 偺嬌戝偼 600nm 偱偁傝丄崱擔枠丄攇挿 633nm 偺He-Ne儗乕僓乕偑杦偳崯偺暘栰傪 惂偟偰偄偨丅偟偐偟崱夞偼5屄偺僿僢僪偵嫙媼偡傞偵偼懱愊偑戝偒偡偓傞偙偲丄崅懍僔儍 僢僞乕偺栤戣側偳傪峫椂偟偨寢壥丄敿摫懱儗乕僓乕PPMT堦CLMO10傪梡偄傞偙偲 偵寛掕偟偨丅嵟戝偺棙揰偼乽僷儖僗傪梌偊偰偐傜嬐偐 6兪 昩偱掕忢忬懺偺儗乕僓乕敪怣傪 峴偆乿偨傔忋婰偟偨 20兪 昩偺摨婜傪惂屼偡傞偵偼廫暘側懍偝偑偁傞偙偲偱偁傞(恾 5)丅攇挿偑 635nm 偱偁傝丄He-Ne儗乕僓乕傛傝彮偟挿偄偑IP偺椼婲嬋慄偼娚傗偐 偱偁傞偨傔姶搙嵎偼杦偳柍偄(恾6)丅弌椡偼 15mW 偱偁傞偑丄暯峴岝偲偟偰庢傝弌偣 傞岝弌椡偼 10mW 偟偐側偔彮偟栤戣偑偁傞丅偟偐偟崯偺暘栰偺恑曕偼懍偄偺偱丄暯惉 12擭搙傑偱偵夵椙宆偑弌傞偲梊憐偝傟傞偺偱丄偦偺応崌偼庢傝懼偊傞梊掕偱偁傞丅抁婜 揑側埨掕惈丄娐嫬偺壏搙曄壔摍偼僥僗僩偟枮懌側寢壥偑摼傜傟偨丅偟偐偟挿婜巊梡僥僗僩偼抁婜娫偱偼弌棃側偄偨傔丄傑偢偼巊梡偟偰傒傞偙偲偵偟偨丅
2.3. 傊僢僪偺娫妘
IP僇僙僢僩偺墶暆偼 450mm 偁傝丄偦偙偵5屄偺撉庢傊僢僪傪庢傝晅偗傞(幨恀 10)丅娫妘偼棟憐揑偵偼 90搚0.05mm 偱偁傞丅偙傟偵偮偄偰偼儊乕僇乕偵 100兪m 枠崌傢偣傞僲僂僴僂偑偁傝帋嶌婡偱妋擣偟偨丅偟偐偟僿僢僪偺悢偑憹偡偲岆嵎傕憹偡偙偲傪憐掕偟丄1mm 懡偔丄懄偪 91mm 撉傑偣僜僼僩偱宷偓栚傪曗惓偡傞偙偲偵寛掕偟偨丅 娫妘偺懴媣惈傕帋嶌婡偱偼枮懌偱偒偰偄傞偑傊僢僪悢偑憹偡偵廬偄丄懴媣惈偵傕偽傜偮偒偑弌偰偔傞偙偲傪憐掕偟側偗傟偽側傜側偄丅崯偺揰偐傜傕僜僼僩偱僇僶乕偡傞偙偲偼廳梫偱偁傞丅偄偐側傞僜僼僩偱僇僶乕偡傞偵偟偰傕應掕抣偑昁梫偱偁傝丄撉傒巒傔偼寛傑偭偰偄傞偺偱挷惍偼撉傒廔傢傝偱峴偆昁梫偑偁傞丅梫偼嵟廔揑偵摼傜傟偨夋憸偐傜惓妋側曽埵儅僩儕僢僋僗偑弌棃傟偽擔揑傪払偡傞丅偄傠偄傠曽朄傪峫嶡偟偨偑師偺壗傟偐傪嵦梡偡傞梊掕偱偁傞丅嘆婛抦偺椙幙側寢徎傪梡偄偰惓妋側曽埵儅僩儕僢僋僗傪摼傞傛偆偵傊僢僪娫妘偺曗惓抣傪媮傔傞曽朄丄偙偺応崌椙幙寢徎傪梡偄傞偨傔惛搙椙偔曗惓抣傪摼傞偙偲偑弌棃傞偑丄昿斏偵曗惓抣傪媮傔傞偙偲偼巊梡忋擄偟偄丅嘇僨乕僞僾儘僙僢僔儞僌梡僜僼僩偵曗惓僾儘僌儔儉傪慻傒崬傒丄枅夞曗惓傪峴偆丅偙偺応崌偼忢偵曗惓傪峴偆偺偱壗帪嫸偄傪惗偠偰傕懳張偱偒丄偦偺曗惓抣傪枅夞抦傞偙偲偑弌棃傞偺偱丄岆嵎偑尷搙抣傪墇偊偨応崌僴乕僪揑側挷惍傪峴偆丅偟偐偟抈敀幙寢徎偵偼椙幙側寢徎偼彮側偄丄廬偭偰曗惓抣偺惛搙偼掅偄偲巚傢傟傞丅僜僼僩偼暯惉11擭搙梊嶼偱偁傞偨傔丄枹偩曽幃傪寛掕偡傞抜奒偵偼 帄偭偰偄側偄偑丄嫲傜偔尰帪揰偱偼忋婰嘆偲嘇傪暪梡偡傞偙偲偵側傞偲峫偊偰偄傞丅懄偪丄擭偵1乣2夞嘆傪幚峴偡傞丅捠忢偼崯偺僷儔儊乕僞乕傪梡偄偰寁嶼偡傞偑丄壗帪偱傕嘇傪幚峴偱偒傞傛偆偵偟偰偍偔丅
2.4. 傊僢僪娫偺姶搙嵎
僿僢僪娫偺憤崌揑側姶搙挷惍偼僼僅僩儅儖偵嫙媼偡傞揹埑偺旝挷惍偱梕堈偵弌棃傞丅偟 偐偟幚嵺偵偼儗乕僓乕岝偺僷儚乕丄徟揰僒僀僘丄偦偺懠傊僢僪撪偺岝妛宯側偳懡偔偺梫慺傪娷傫偱偄傞丅偙偺撪傊僢僪撪岝妛宯偺埨掕惈偵偮偄偰偼儊乕僇乕偵廫暘側媄弍偺廤愊偑偁傝栤戣偼彮側偄丅儗乕僓乕岝偺僷儚乕傗徟揰僒僀僘偵偮偄偰偼掕婜揰専傪峴偆丅掕婜揰専偺娫妘偼埨掕惈傪妋偐傔偨抜奒偱寛傑傞丅
恖偺帇妎偵傛傞敾抐偼嬌傔偰塻晀偱偁傞丅僗僋儕乕儞忋偱夋柺傪娤嶡偡傟偽傊僢僪娫偺 憤崌揑側姶搙嵎(僨僕僞儖抣偺嵎)傪梕堈偵抦傞偙偲偑弌棃傞丅廬偭偰丄擔忢揑側姶搙嵎 偺僠僃僢僋偼幚尡幰偑僗僋儕乕儞忋偱峴偆偙偲偵偟偨丅
IV.徚嫀晹
偙傟傑偱偺宱尡偐傜僫僩儕僂儉儔儞僾偑IP忋偵巆偭偨僀儊乕僕傪徚嫀偡傞偺偵嵟傕揔 偟偰偄傞丅偦偙偱 135W 偺僫僩儕僂儉儔儞僾(NX135)傪16杮墌摏忬偵暲傋偨(幨 恀4)丅嫮椡偱偁傞偨傔2暘娫偱徚嫀偝傟傞偑丄徚旓揹椡偑 2160W 偵側傞偨傔僜働僢 僩嬤朤偱偺敪擬検傕戝偒偄丅偦偺堊僄傾僐儞偵傛傞嫮惂嬻椻傪峴偭偰偄傞丅嵟戝偺栤戣揰偼僫僩儕僂儉儔儞僾偼僆儞僆僼偑娙扨偵偼弌棃側偄丅枹巊梡帪岝偑僇儊儔晹埥偄偼撉庢晹偵埆塭嬁傪媦傏偝側偄偨傔丄僫僩儕僂儉儔儞僾偼敿夞揮偡傞僔儎僢僞乕晅偒偺僇僙僣僩偵擺傔巊梡帪偺傒僔儍僢僞乕傪奐偗傞丅彯丄嬒堦側徚嫀傪峴偆偨傔徚嫀拞IP僇僙僢僩傪1 暘娫1夞揮偺懍偝偱堦曽岦偵夞揮偡傞丅
V.儊乕僇乕偑峴偭偨帋尡惉愌
尰嵼崯偺憰抲傪愝抲偡傞TARA梡僴僢僠BL6C傪杮擭10寧姰惉梊掕偱寶愝拞偱偁 傞偨傔丄枹偩儊乕僇乕偵梐偗偰偁傞丅廬偭偰丄幚嵺偺帋塣揮偼10寧埲崀偵側傞丅偙偙偱 偼儊乕僇乕偑峴偭偨帋尡惉愌傪師偵宖偘傞丅
崱擭搙傑偱偺梊嶼偵偼丄惂屼宯偑娷傑傟偰偄側偄偨傔丄IP夋憸傑偱偼摼傜傟側偄丅
偦偺偨傔撉傒庢傝夋憸傪巊梡偟偨憤崌昡壙偼偱偒側偄丅
崱夞偼丄嵟廔揑側夋憸偵塭嬁傪梌偊傞奺晹昳偺帋尡寢壥偺傒偺採弌偵棷傑傞丅
偨偩偟丄嵟掅尷昁梫偲側傞IP僇僙僢僩偺夞揮僥僗僩偺偨傔丄媅帡揑側夞楬傪梡堄偟偰丄IP僇僙僣僩偺夞揮摦嶌傪峴偭偨丅
壓婰偺崁栚偵晅偄偰帋尡傪峴偭偨丅
1. IP僇僙僢僩偺婡夿惛搙
2. IP僇僙僢僩夞揮帪偺怳摦
4. 奺撉庢僿僢僪娫偺僺僢僠